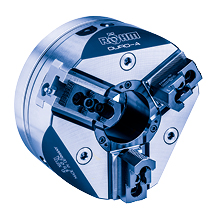

Los platos de sujeción automática son platos para el mecanizado con arranque de viruta y/o el rectificado en máquinas herramienta o centros de mecanizado. A diferencia de los platos de sujeción manual, la apertura y el cierre de las mordazas de sujeción se realizan automáticamente. Un cilindro hidráulico/neumático se activa a través de la máquina y acciona el mecanismo de apertura/cierre del plato de torno.

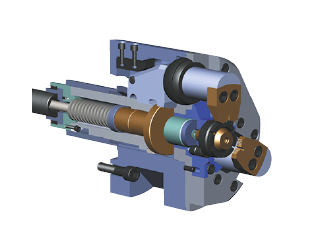
Plato de sujeción automática con agujero pasante
para la fabricación en serie automatizada de piezas torneadas y el mecanizado desde la barra; 2/3 garras; dentado de 60°/90°, anclaje en cruz

Plato de sujeción automática sin agujero pasante
para la fabricación en serie automatizada de piezas torneadas planas, tales como discos, bridas, etc.; 2/3 garras; dentado de 60°/90°, anclaje en cruz

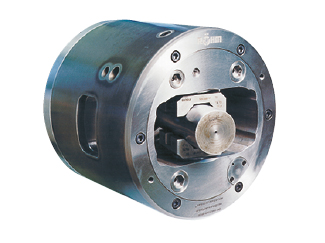
Plato de sujeción automática con sistema de cambio rápido de garras
para la fabricación automatizada con geometrías muy variables; 3 garras; anclaje en cruz

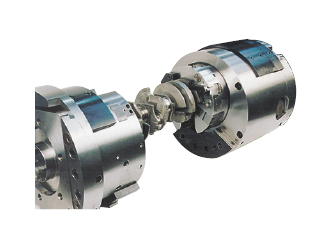
Platos con cilindro incorporado con accionamiento neumático
3 mordazas con cilindro neumático integrado, especialmente para el mecanizado preciso de tubos largos. Para máquinas sin cilindro de sujeción integrado, para el equipamiento posterior de máquinas convencionales con platos de sujeción manual.

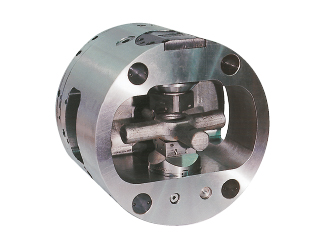
Plato con retroacción de garras
Plato de pernos esféricos de 3 mordazas con retroacción de garras activa para el paralelismo ortogonal máximo